
مسلسل اخراج مشینری

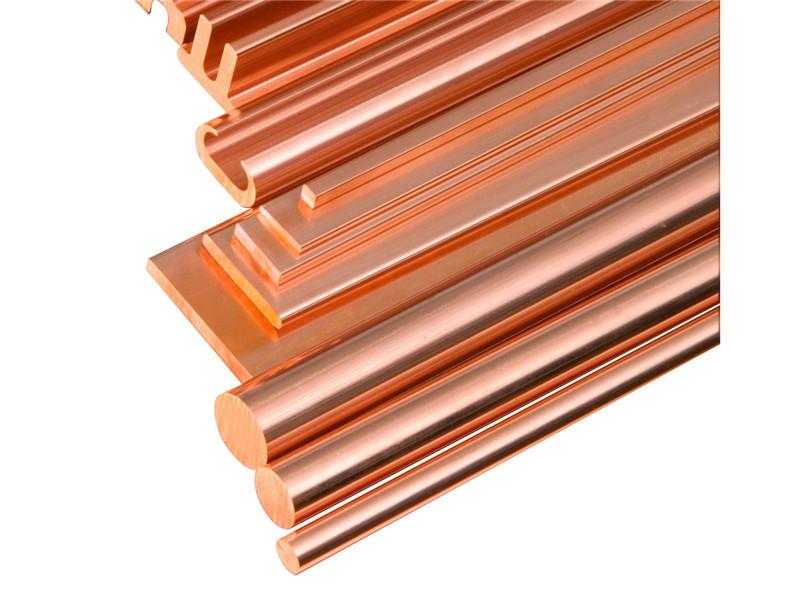





فوائد
1، رگڑ کی طاقت اور اعلی درجہ حرارت کے تحت فیڈنگ راڈ کی پلاسٹک کی خرابی جو بہترین مصنوعات کی کارکردگی اور اعلی جہتی درستگی کے ساتھ حتمی مصنوعات کو یقینی بنانے کے لیے چھڑی کے اندرونی نقائص کو مکمل طور پر ختم کر دیتی ہے۔
2، نہ تو پہلے سے ہیٹنگ اور نہ ہی اینیلنگ، کم بجلی کی کھپت کے ساتھ اخراج کے عمل سے حاصل کردہ اچھے معیار کی مصنوعات۔
3، ایک ہی سائز کی چھڑی کو کھانا کھلانے کے ساتھ، مشین مختلف ڈائیز کا استعمال کرکے مصنوعات کی وسیع سائز کی رینج تیار کر سکتی ہے۔
4، اخراج کے دوران پوری لائن بغیر کسی بھاری کام یا آلودگی کے آسانی سے اور تیز چلتی ہے۔
تانبے کی چھڑی کھانا کھلانا
1. تانبے کے فلیٹ تاروں، چھوٹے تانبے کی بس بار اور گول تار بنانے کے لیے
| ماڈل | TLJ 300 | TLJ 300H |
| مین موٹر پاور (کلو واٹ) | 90 | 110 |
| کھانا کھلانا چھڑی ڈیا. (ملی میٹر) | 12.5 | 12.5 |
| زیادہ سے زیادہ مصنوعات کی چوڑائی (ملی میٹر) | 40 | 30 |
| فلیٹ وائر کراس سیکشنل | 5-200 | 5 -150 |
| آؤٹ پٹ (کلوگرام فی گھنٹہ) | 480 | 800 |
پروڈکشن لائن لے آؤٹ

پے آف پریٹریٹمنٹ اخراج مشین کولنگ سسٹم۔ ڈانسر ٹیک اپ مشین
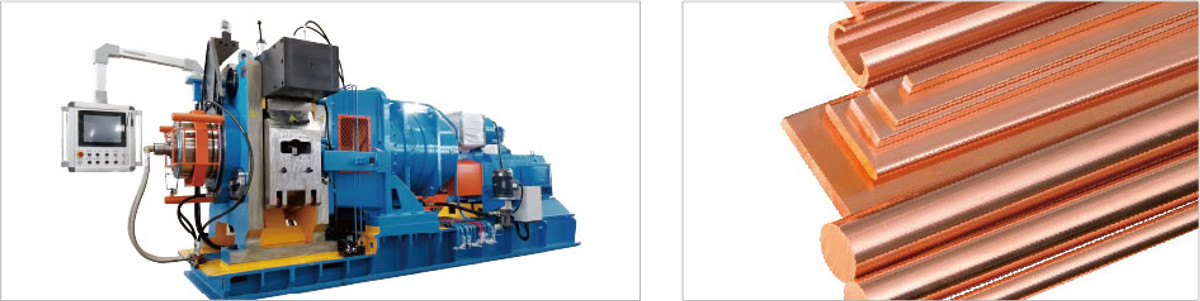
2. تانبے کی بس بار، تانبے کا گول اور کاپر پروفائل بنانا
| ماڈل | TLJ 350 | TLJ 350H | TLJ 400 | TLJ 400H | TLJ 500 | ٹی ایل جے 630 |
| مین موٹر پاور (کلو واٹ) | 160 | 200 | 250 | 315 | 355 | 600 |
| کھانا کھلانے کی چھڑی dia. (ملی میٹر) | 16 | 16 | 20 | 20 | 25 | 30 |
| زیادہ سے زیادہ مصنوعات کی چوڑائی (ملی میٹر) | 100 | 100 | 170 | 170 | 260 | 320 |
| پروڈکٹ راڈ dia.(mm) | 4.5-50 | 4.5-50 | 8-90 | 8-90 | 12-100 | 12-120 |
| پروڈکٹ کراس سیکشنل ایریا (mm2) | 15-1000 | 15-1000 | 75-2000 | 75-2000 | 300-3200 | 600-6400 |
| آؤٹ پٹ (کلوگرام فی گھنٹہ) | 780 | 950 | 1200 | 1500 | 1800 | 2800 |
پروڈکشن لائن لے آؤٹ

پے آف فیڈر اور سٹریٹینر ایکسٹروژن مشین کولنگ سسٹم۔ لمبائی کاؤنٹر پروڈکٹ بنچ ٹیک اپ مشین
3. تانبے کی بسبار، تانبے کی پٹی بنانے کے لیے
| ماڈل | TLJ 500U | TLJ 600U |
| مین موٹر پاور (کلو واٹ) | 355 | 600 |
| کھانا کھلانے کی چھڑی dia. (ملی میٹر) | 20 | 30 |
| زیادہ سے زیادہ مصنوعات کی چوڑائی (ملی میٹر) | 250 | 420 |
| زیادہ سے زیادہ چوڑائی سے موٹائی کا تناسب | 76 | 35 |
| مصنوعات کی موٹائی (ملی میٹر) | 3-5 | 14-18 |
| آؤٹ پٹ (کلوگرام فی گھنٹہ) | 1000 | 3500 |
پروڈکشن لائن لے آؤٹ

تانبے کی کھوٹ کی چھڑی کھانا کھلانا
کمیوٹر کنڈکٹر، پیتل خالی، فاسفر کاپر راڈ، لیڈ فریم کی پٹی، ریلوے رابطہ تار وغیرہ کے لیے درخواست دینا۔
| TLJ 350 | TLJ 400 | TLJ 500 | ٹی ایل جے 630 | |
| مواد | 1459/62/63/65 پیتل cu/Ag (AgsO.08%) | فاسفر کاپر (Pso.5%) cu/Ag (AgsO.3%) | میگنیشیم کاپر (MgsO.5%) آئرن کاپر (Feso.l% | میگنیشیم کاپر (MgsO.7%)/Cucrzr |
| کھانا کھلانے کی چھڑی dia. (ملی میٹر) | 12/12.5 | 20 | 20 | 25 |
| زیادہ سے زیادہ مصنوعات کی چوڑائی (ملی میٹر) | 30 | 150 (چاندی کی تانبے کی پٹی) | 100 (لیڈ فریم کی پٹی :) | 320 |
| پروڈکٹ راڈ dia.(mm) | فاسفر کاپر بال: 10-40 | میگنیشیم کاپرروڈ: 20-40 | میگنیشیم کاپرروڈ: 20-40 | |
| آؤٹ پٹ (کلوگرام فی گھنٹہ) | 380 | 800-1000 | 1000-1200 | 1250/850 |
پروڈکشن لائن لے آؤٹ
پے آف فیڈر اور سٹریٹینر ایکسٹروژن مشین کولنگ سسٹم۔ لمبائی کاؤنٹر ٹیک اپ مشین
ایلومینیم چھڑی کھانا کھلانا
فلیٹ تار، بس بار، اور پروفائلڈ کنڈکٹر، راؤنڈ ٹیوب، ایم پی ای، اور پی ایف سی ٹیوبز کے لیے درخواست دینا
| ماڈل | ایل ایل جے 300 | ایل ایل جے 300 ایچ | ایل ایل جے 350 | ایل ایل جے 400 |
| مین موٹر پاور (کلو واٹ) | 110 | 110 | 160 | 250 |
| کھانا کھلانے کی چھڑی dia. (ملی میٹر) | 9.5 | 9.5 | 2*9.5/15 | 2*12/15 |
| زیادہ سے زیادہ فلیٹ تار کی مصنوعات کی چوڑائی (ملی میٹر) | 30 | 30 | 170 | |
| فلیٹ وائر پروڈکٹ کراس سیکشنل ایریا(mm2) | 5-200 | 5-200 | 25-300 | 75-2000 |
| گول ٹیوب دیا. (ملی میٹر) | 5-20 | 5-20 | 7-50 | |
| فلیٹ ٹیوب کی چوڑائی (ملی میٹر) | - | ≤40 | ≤70 | |
| فلیٹ تار / ٹیوب آؤٹ پٹ (کلوگرام / گھنٹہ) | 160/160 | 280/240 | 260/260 | (600/900)/- |
پروڈکشن لائن لے آؤٹ

پے آف سٹریٹنر الٹراسونک صفائی کولنگ سیس ڈانسر ٹیک اپ مشین
تصویر 217282
متعلقہ مصنوعات
-

مسلسل cladding مشینری
اصول مسلسل کلیڈنگ/شیتھنگ کا اصول مسلسل اخراج کے اصول سے ملتا جلتا ہے۔ ٹینجینٹل ٹولنگ کے انتظام کا استعمال کرتے ہوئے، ایکسٹروشن وہیل دو سلاخوں کو کلیڈنگ/شیٹنگ چیمبر میں لے جاتا ہے۔ اعلی درجہ حرارت اور دباؤ کے تحت، مواد یا تو میٹالرجیکل بانڈنگ کی حالت تک پہنچ جاتا ہے اور دھاتی تار کے کور کو براہ راست چڑھانے کے لیے ایک دھاتی حفاظتی تہہ بناتا ہے جو چیمبر (کلیڈنگ) میں داخل ہوتا ہے، یا باہر نکالا جاتا ہے...